
Location: Home > Product > Casting Parts > Wear resistant Casting > bi-metal composite roller-GGG+High Cr
-




-
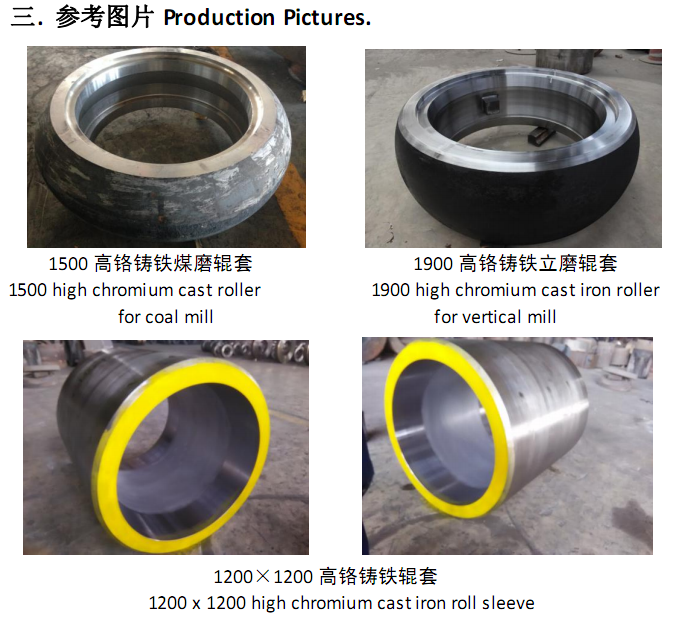
bi-metal composite roller-GGG+High Cr
Using high chromium cast iron(Cr17NiMo,Cr18Ni2,etc) to the out layer of roller, using alloy ductile iron like GGG400 etc or alloy steel like 35CrNiMo etc at inner layer (with high strength and toughness).
Detail:
High chromium cast iron + GGG bi-metal roller production process
一、高铬铸铁辊套离心铸造特点
The characteristics of High chromium cast iron roller by centrifugal casting.
1 、采用离心双金属复合铸造工艺。
Using bi-metal composite centrifugal casting technology.
2 、离心铸造利用离心力无气孔、无夹杂。
The centrifugal casting without pores and inclusions by using centrifugal force.
3 、金属模具快速降温金属组织致密,提高耐磨性。
Fast cooling metal mold making the casting have a compact microstructure to improve wear resistance.
4 、辊套外层高铬铸铁,内层我们采用合金球铁或合金钢 ( 具有很高的强度和韧性)。
Using high chromium cast iron(Cr17NiMo,Cr18Ni2,etc) to the out layer of roller, using alloy ductile iron like GGG400 etc or alloy steel like 35CrNiMo etc at inner layer (with high strength and toughness).
5 、根据使用要求,设计了合理的使用层厚度,减少了合金用量,降低了成本。
By reasonable wear resistant layer thickness design according to client’s requirement to reduce the dosage of alloy and the cost.
二、生产流程 The production process.
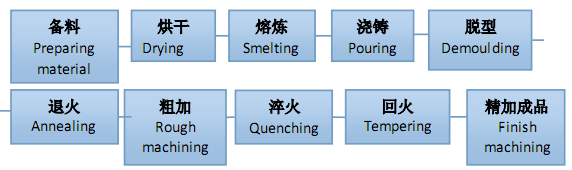
1 .熔炼 Smelting.
外层钢水采用 P 、 S 含量≤ 0.02% 废钢及各种合金混合加热熔化,炉前成分调整合格,过程中对钢水进行脱氧保护。
The molten steel (P and S with content of ≤ 0.02%)for the outside layer add various kinds of alloy for mixed melting, making bath analysis to certified composition, together with deoxidization protection in the process of melting.
2 .浇铸 Casting pouring
根据辊套尺寸及钢水重量选择合适的离心机转速。铸型选用灰铸铁或铸钢材质,与钢水接触部位喷一定厚度的耐火涂料。严格控制铸型内的清洁,无杂质,保证铸件质量。辊套采用分层浇铸:分别为外层、过渡层及内层,根据事先制定好工艺执行,外层选择合适浇注温度,间隔一段时间,浇铸过渡层,保证外层与过渡层具有良好的复合状态,同样间隔一段时间浇铸内层。待内、外层钢水全部浇铸完毕,等待辊套凝固成型后脱模,脱模后执行退火程序。
According to the roller size and weight to choose the appropriate centrifuges. Cast moulds choose grey cast iron or cast steel material, spraying a certain thickness of refractory coating. To control the cleanness inside the mold strictly, inclusion-free, to ensure the quality of castings. Roller shell use layered casting: outer layer, transition layer and inner layer, pouring according to the process setting in advance. The outer select proper pouring temperature, after interval of time, pouring the transition layer, to ensure that the outer layer and transition layer have a good composite state, after a interval time again, pouring the inner layer. Stay all inner and outer molten steel pouring out, waiting for the roller demoulding after coagulation casting, after demoulding, adopt the annealing process.
3. 热处理 Heat treatment
辊套采用退火、淬火、回火热处理工艺。工件脱型后直接入窑进行退火,退火后粗加工,然后进行淬火,采用多次回火工艺,彻底消除铸件内应力。
The roller use annealing, quenching and tempering heat treatment process. After demoulding, the roller casting will directly be put into the heat-treatment furnace for annealing, after that, take rough machining, and then quenching, several times with tempering process to eliminate the internal stress of castings thoroughly.
Product
Contact:
Tel: +86-10-8890 9291
MP: +86-13901376361
WhatsApp: +86-13901376361
Email: info@djm-bj.com leegang@djm-bj.com
Web: www.djm-bj.com
- BEIJING JINMEI ENTREPRENEUR CO .,LTD
- Tel: +86-10-8890 9291 MP: +86-13901376361 WhatsApp: +86-13901376361 Email: info@djm-bj.com leegang@djm-bj.com
- Room No.1403 TaiRan Building, No.36 GuSheng Road, ShiJingShan District, Beijing, China.100043
- Copyright 2006-2018 DJM All Right Reservered. Report To Improve Product
京ICP备11022145号-2 - MMC Mill part, MMC Impact bar, MMC Mantle, MMC Crusher part, Ceramic composite High Mn Steel, ceramic particules composite casting,ceramic Insert composite castings